N2X combines deep engineering expertise and a comprehensive portfolio of high-performance valves to provide durable, precision-engineered check valve solutions.
Find the Right Solution
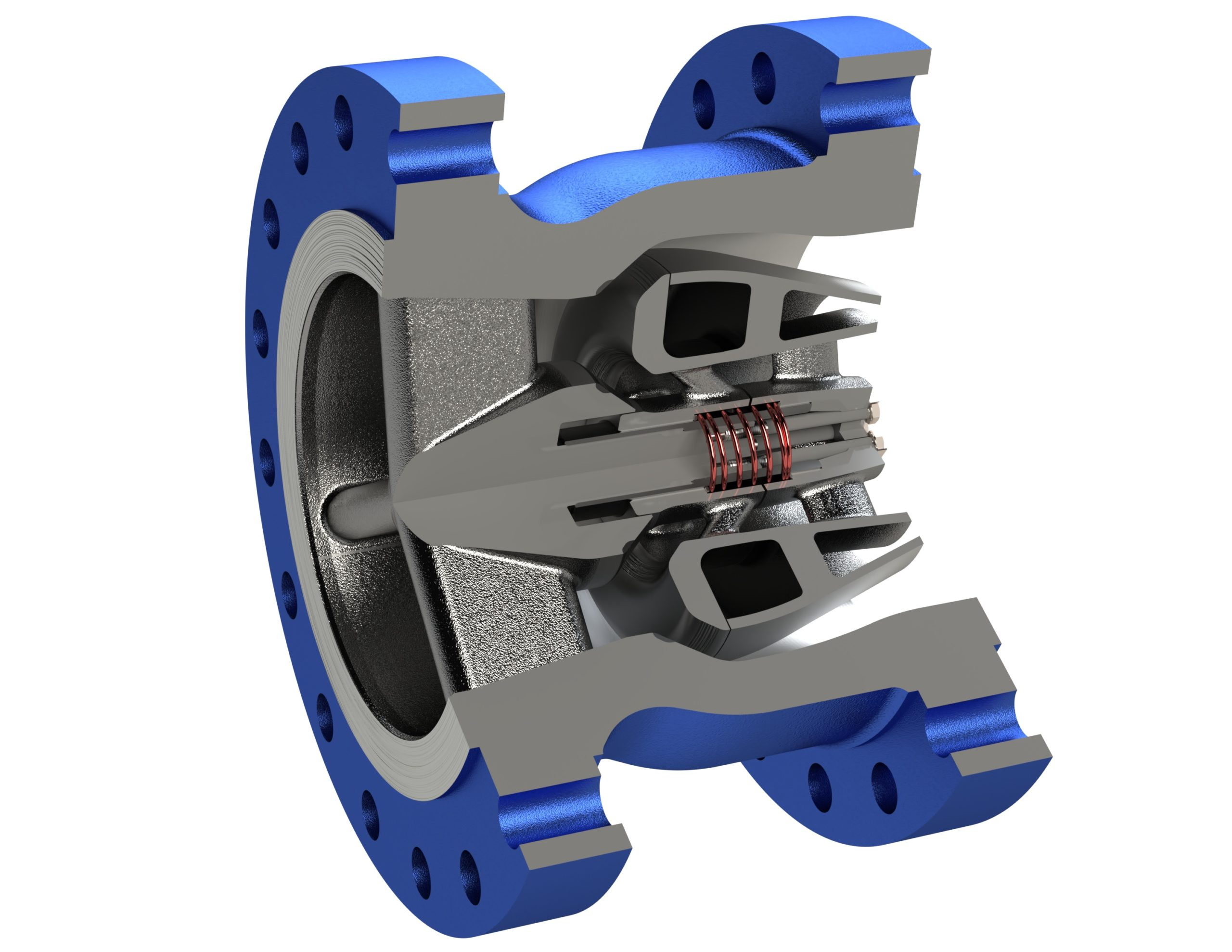
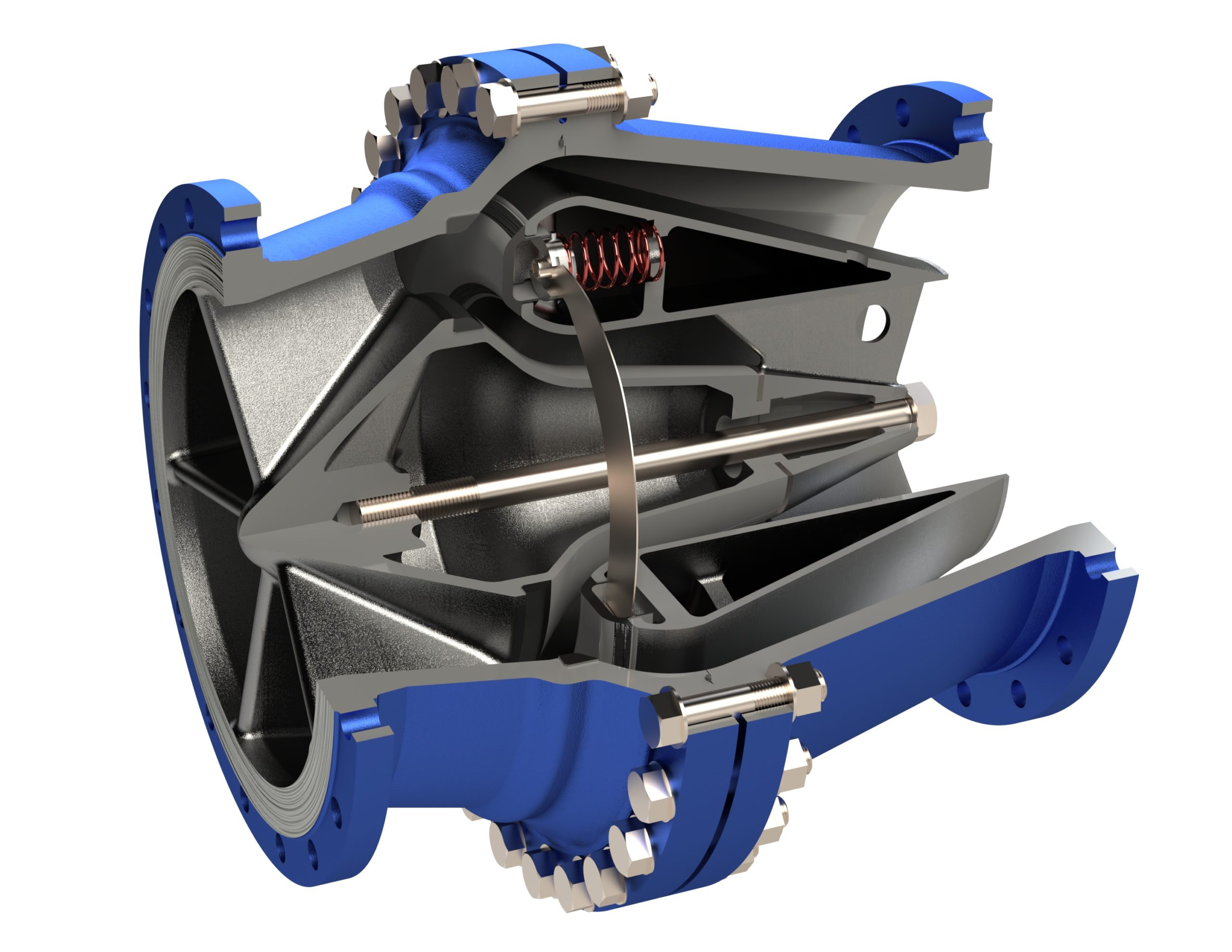
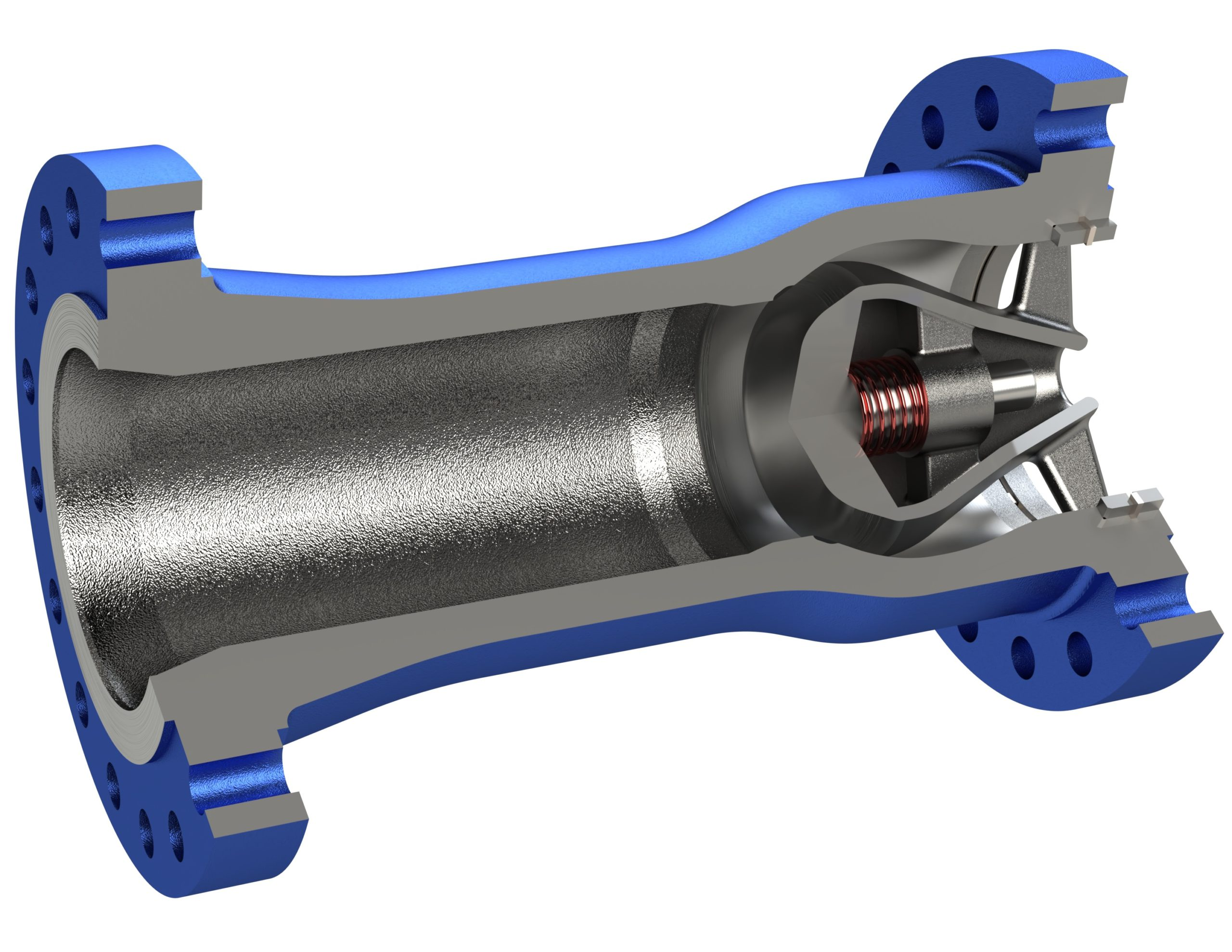
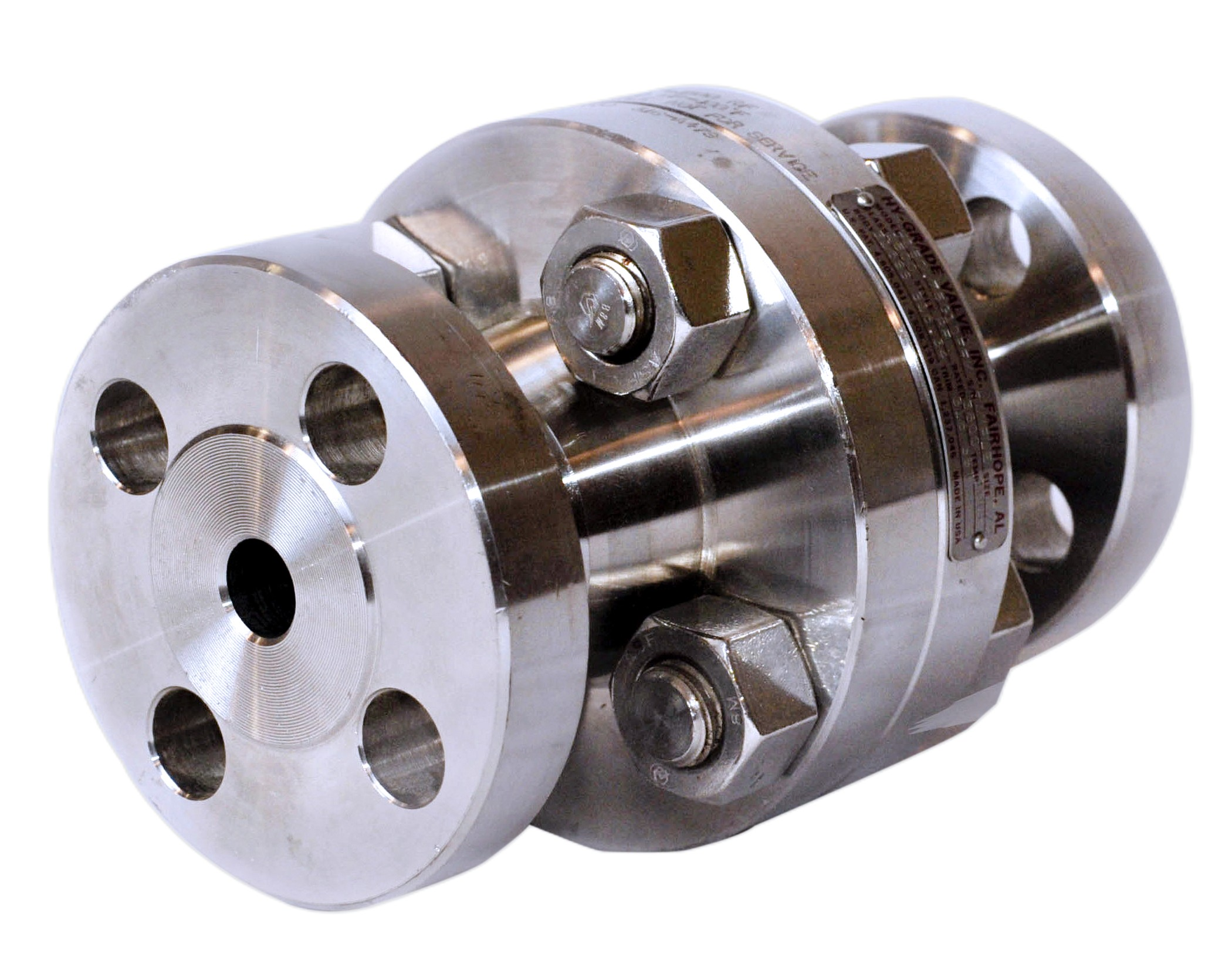
Engineered for severe service performance, N2X check valves combine robust construction with application-driven design expertise. Each valve is designed to withstand extreme pressures, temperatures, and process conditions, delivering consistent reliability. With proven performance across oil and gas, oil sands, chemical, mining, and power applications, N2X check valves help you maintain uptime, protect equipment, and ensure your operations run safely and efficiently.
At N2X, our application engineers develop check valve solutions that perform under the most demanding process conditions. We will tailor design elements, including material selection, trim configuration, and pressure class, to ensure consistent reliability and protection against backflow and system damage.
Learn More
Through partnerships with trusted valve manufacturers, N2X provides valves designed for strength, reliability, and proven success in severe service applications.



Check valves provide unidirectional flow control, preventing backflow that could damage equipment or disrupt processes. They enhance system safety by reducing the risk of contamination and pressure surges, protect pumps and compressors from reverse flow, and help maintain steady operational efficiency.
Selecting the right check valve depends on factors such as the type of fluid, pressure and temperature conditions, flow rate, and the potential for abrasive or corrosive media. N2X’s application engineers will work closely with your team to assess your process requirements, recommend appropriate materials and valve types, and ensure proper sizing and configuration.
Properly selected and maintained check valves can provide reliable service for 10 to 20 years or more, even in severe service applications. Choosing the right materials, valve type, and operating specifications, along with routine inspection and maintenance, helps maximize lifespan and ensure consistent performance.
Our experts are ready to help you select the right valve engineered to handle your exact process conditions. Contact us today to discuss your check valve requirements and secure the performance your operation demands.